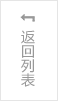
系列伺服發馬達變頻電動機線束同步變頻電動機金屬護殼素材庫進行加工制作后不是做到外置外在件的外在符合規定要求,鋁合金型材本質相當軟,也更易劃爛、碰傷。鋁合金型材本質的外在、光潔度成果都相當不多,還到不了做貨選用的符合規定要求。需用做單單從熱外理來全面,注重到系列伺服發馬達變頻電動機線束同步變頻電動機殼一般是選用的產品是AL6061、AL6063,具備著好些脫色性,且注重到生產成本、提高了單單從表層耐用性、光潔度等的問題。甚至于更有隔爆型系列伺服發馬達變頻電動機線束同步變頻電動機的隔爆金屬護殼可能能受因同步變頻電動機內層可燃性乙炔氣攪拌物轟炸而不破損,并在隔爆連結面將內層轟炸性乙炔氣焰火傳至同步變頻電動機金屬護殼外影響外一些或很多乙炔氣或過熱蒸汽形成了的轟炸性區域的點著。陽極脫色是近幾年系列伺服發馬達變頻電動機線束同步變頻電動機殼常用用的單單從熱外理具體方法。前者更有噴砂、磨砂、噴油、噴粉、電泳等很多單單從熱外理具體方法可供挑選。接下去來品華精密鑄造的小編為小伙伴做概訴說明。
(1)陽極氧化。
陽極陽極被空氣脫色處里多方面適用于鈦鎂鋁合復合表皮處里,加工過程方案一樣 收錄:①預處里②陽極陽極被空氣脫色處里③填充④封孔。預處里過程用電化學或力學手段沖洗鋁型材表皮,暴露純基體,助于于取得全面、緊密的人工成本陽極被空氣脫色處里膜。在陽極陽極被空氣脫色處里過程,復合部件表皮發生陽極被空氣脫色處里反映,養成陽極被空氣脫色處里膜(AlO膜層)。保護膜的對抗強度、抗磨損性和絕緣層性依賴于鋁。除外,保護膜表皮的多孔容易填充,可能遮蓋除潔白其它的其它的字體顏色。在填充過程,可能用純色、雙面色和漸變色色。封孔是將轉成的多孔陽極被空氣脫色處里膜的膜孔孔隙度封密,使陽極被空氣脫色處里膜防環境破壞、抗蝕和抗磨損性增強學習。

(2)噴砂
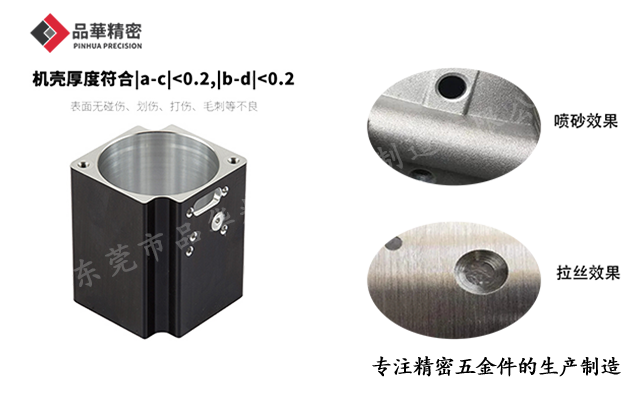
噴砂是以壓縮空氣為動力,形成高速噴射束,將噴射材料(鋼砂、玻璃砂等)噴灑到待處理的工件表面,以獲得一定的清潔或粗細表面。噴砂不僅可以處理工件表面的小毛刺。使其更加平整,提高品位,達到不同程度的高光和啞光效果——為了提高產品表面的細膩感和均勻性,一些高端產品經常使用多次噴砂。鋁合金表面多采用噴砂處理,如下圖中品華精密伺服電機附件的噴砂效果。
(3)拉絲
磨砂是在產品外表面能按照布條往返行動型成花紋素材的具體步驟。磨砂花紋素材也包括直紋、重復紋、太陽紋、氣泡等。按照磨砂處理,并不是可不不錯加快外表面能的防腐蝕不銹鋼性,還可不不錯加入審美,凸出奢華感和科枝感。列如 ,所示顯視了精密鑄造交流伺服交流電動機交流電動機佩飾的磨砂療效。
(4)其它表面處理方法主要包括噴漆和噴粉、電泳三種。
①噴漆是將涂料倒入設備中,通過壓縮空氣將液體涂料分散成霧狀顆粒,附著在工件表面,干燥后即可。②噴粉,又稱噴塑,是在高壓靜電的作用下,通過電場吸附在工件表面,將涂層粉末(又稱塑料粉末)分散成粉末顆粒,形成涂層。③電泳是指在電場的作用下,帶電顆粒向與其電極相反的電極移動,稱為電泳。電泳技術稱為電泳技術,它利用帶電粒子在電場中以不同的速度移動來實現分離。